



焊接工艺
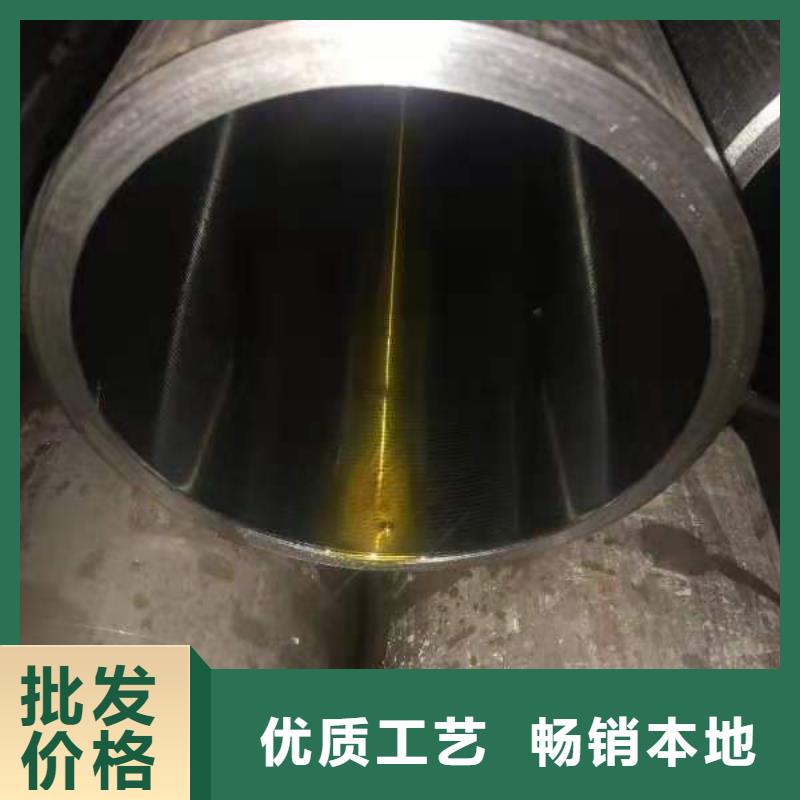
适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工氩弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊Hastelloy C(2.4610)合金焊接参数及影响(热输入量):焊接操作应在规定的低热量输入下进行,层间温度不超过120℃,并采用窄焊道技术,注意正确选择电焊丝和电焊条的直径(请咨询我们的焊接实验室)根据这些原理,可以控制焊接参数并得到表-8 所示的单位长度的热量输入。
哈氏合金Hastelloy C(2.4610)合金焊后处理(酸洗及刷除氧化物):若没有特别要求或规定,酸洗通常是焊接中的 一道工序,一般情况下酸洗由专业工厂完成。


耐蚀性能哈氏C-276合金属于镍-钼-铬-铁-钨系镍基合金。它是现代金属材料中耐蚀的一种。主要耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐,在低温与中温盐酸中均有很好的耐蚀性能。因此,近三十年以来、在苛刻的腐蚀环境中,如化工、石油化工、烟气脱硫、纸浆和造纸、环保等工业领域有着相当广泛的应用。
哈氏C-276合金的各种腐蚀数据是有其典型性的,但是不能用作规范,尤其是在不明环境中,必须要经过试验才可以选材。哈氏C-276合金中没有足够的Cr来耐强氧化性环境的腐蚀,如热的浓硝酸。这种合金的产生主要是针对化工过程环境,尤其是存在混酸的情况下,如烟气脱硫系统的出料管等。哈氏合金





哈氏合金是一种优质的镍基耐蚀耐热合金,主要适用于铁基Cr-Ni或Cr-Ni-Mo不锈钢、非金属材料等无法使用的强腐蚀性介质场合,但成本和加工难度都较高。
哈氏B系列合金在完全还原的环境中,具有 越的抗腐蚀性能。对盐酸、氯化氢气体、硫酸、醋酸等有良好的耐腐蚀性能。当溶液中有氧化性离子(铁、铜离子)时,将会加速材料的腐蚀。(所以加工制造中也应避免铁离子污染)
哈氏合金B-3是在B-2的基础上通过优化化学成分而来,热稳定性较B-2有了大幅提高,改善了B-2易析出Ni-Mo沉淀硬化的问题,提高了其热、冷加工性能。
哈氏合金B-3,常用商品牌号为Hastelloy B-3,ASME牌号为NS10675,国内牌号为NS3203(NB/T 47046)。哈氏合金制压力容器产品标准为JB/T 4756《镍及镍基合金制压力容器》。
哈氏合金B-3的化学成分主要为Ni(≥65%),Mo(27~32%),Rm≥700 MPa,ReL≥350MPa,属于高强钢。密度9.22g/cm3,熔化范围1370~1418℃。金相组织为奥氏体,焊接性与奥氏体不锈钢较为相似。
哈氏合金

哈曼金属材料有限公司本着诚实守信的原则,互惠互利的精神于您携手并进,共求发展,欢迎全国各地新老客户前来电洽淡采购 四川眉山耐候钢板。



